FANUC A20B-1004-0070 | PCB Encoder Motor Spindel Tipe CZ — Umpan Balik Kecepatan / Orientasi Pulsa Z
Nomor Suku Cadang: A20B-1004-0070
Produsen: FANUC Corporation (Jepang)
Jenis Produk: PCB Encoder Motor Spindel — Tipe CZ
Sinyal C dan Sinyal Z — Apa yang Masing-masing Lakukan
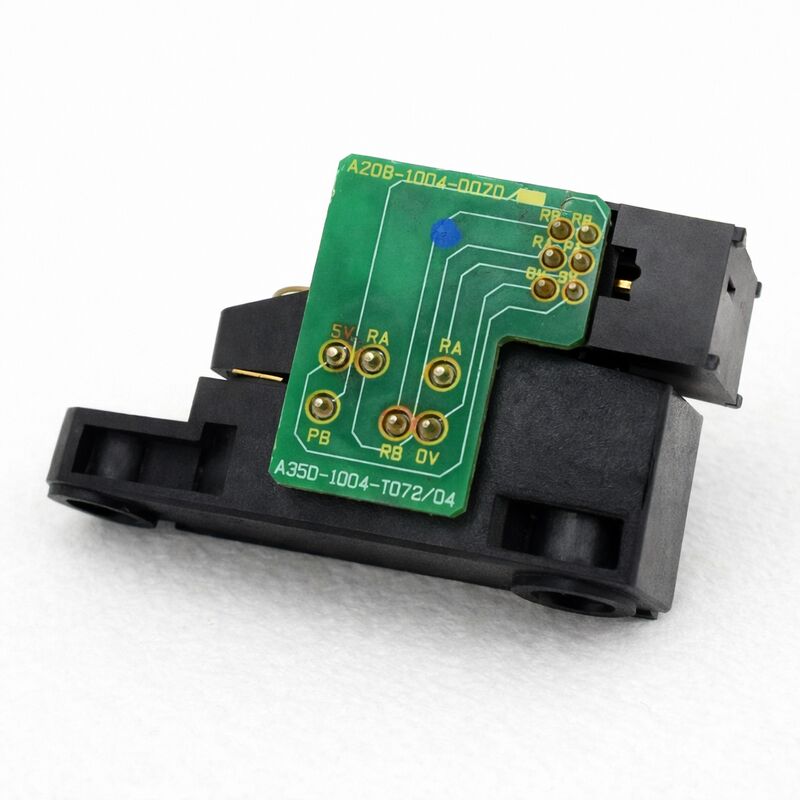
A20B-1004-0070 adalah PCB encoder spindel tipe CZ — papan di dalam rumah motor spindel yang membaca rakitan encoder yang berputar dan menghasilkan dua sinyal umpan balik yang berbeda untuk sistem penggerak spindel.
Sinyal C (umpan balik kecepatan): Memberikan penguat spindel kecepatan rotasi motor yang sebenarnya. Penguat membandingkan ini secara terus menerus terhadap kecepatan yang diperintahkan dan menyesuaikan arus keluaran untuk mengkompensasi variasi beban selama pemotongan. Tanpa sinyal C yang valid, regulasi kecepatan runtuh dan penggerak tidak dapat mempertahankan RPM yang diprogram.
Sinyal Z (referensi orientasi): Menghasilkan satu pulsa per revolusi poros lengkap. CNC menggunakan pulsa ini sebagai referensi sudut saat mengeksekusi orientasi spindel — fungsi M19 yang menghentikan spindel pada sudut yang tepat untuk penggantian alat otomatis. Sinyal Z hanya diperlukan untuk orientasi, bukan untuk pemotongan berkelanjutan, itulah sebabnya jalur sinyal Z yang rusak menghasilkan gejala tertentu: kecepatan spindel normal selama pemotongan, tetapi M19 gagal setiap saat.
Gejala tersebut — orientasi gagal, pemotongan berjalan dengan benar — menunjuk langsung ke jalur sinyal Z dan membantu mengisolasi PCB encoder sebagai kesalahan yang mungkin terjadi.
PCB dan Rotor Adalah Dua Bagian Terpisah
A20B-1004-0070 adalah bagian elektronik dari rakitan encoder. Rotor — elemen mekanis yang berputar dengan poros motor dan melewati elemen sensor PCB — adalah komponen terpisah dengan nomor suku cadang FANUC sendiri. Saat mengganti PCB, rotor asli dapat digunakan kembali jika tidak rusak.
Setelah tabrakan spindel, rotor mungkin telah bergeser atau retak bahkan ketika terlihat utuh — rotor yang bergeser mengubah celah udara antara elemen sensor dan permukaan rotor, menghasilkan sinyal yang lemah atau tidak menentu dari PCB baru yang berfungsi. Selalu periksa rotor dan konfirmasikan celah udara yang benar setelah penggantian encoder terkait tabrakan apa pun.
Spesifikasi Utama
| Parameter |
Nilai |
| Nomor Suku Cadang |
A20B-1004-0070 |
| Jenis Encoder |
CZ (kecepatan + pulsa Z) |
| Seri |
A20B-1004 |
| CNC yang Kompatibel |
Seri 15M dan yang kompatibel |
| Sinyal Z |
1 pulsa / revolusi (orientasi) |
| Asal |
Jepang |
FAQ
T1: Orientasi spindel (M19) selalu gagal, tetapi pemotongan pada kecepatan normal. Apakah A20B-1004-0070 penyebabnya?
Gejala ini secara khusus menunjukkan jalur sinyal Z — pulsa satu per revolusi yang digunakan untuk orientasi. Verifikasi sinyal Z pada konektor encoder dengan osiloskop sambil memutar poros. Pulsa tunggal yang bersih per revolusi mengkonfirmasi sinyal ada. Pulsa Z yang tidak ada atau sangat lemah dengan celah udara yang benar terkonfirmasi menunjukkan PCB gagal. Jika pulsa Z ada tetapi orientasi masih gagal, periksa pengaturan parameter orientasi spindel di CNC sebelum mengganti papan.
T2: Motor spindel mengalami tabrakan. PCB encoder terlihat tidak rusak tetapi kesalahan posisi muncul. Apa yang harus diperiksa?
Setelah tabrakan, rotor mungkin telah bergeser secara fisik pada poros atau rusak tanpa retakan yang terlihat. Rotor yang bergeser mempersempit atau mendistorsi celah udara antara itu dan elemen sensor PCB, menghasilkan sinyal yang lemah atau tidak menentu terlepas dari kondisi PCB. Lepaskan penutup encoder, periksa rotor, dan verifikasi celah udara memenuhi spesifikasi dalam dokumentasi pemeliharaan motor spindel sebelum mengganti PCB.
T3: Bisakah A20B-1004-0070 diuji di bangku di luar motor?
Tidak ada pengujian bangku praktis yang dimungkinkan. PCB menghasilkan sinyal hanya ketika rotor melewati elemen sensornya. Pengujian fungsional memerlukan PCB untuk dipasang di motor dengan poros berputar — baik di mesin atau di dudukan uji. Konfirmasikan sinyal C dan Z pada konektor encoder selama rotasi poros yang lambat.
T4: Setelah mengganti PCB, kecepatan spindel tidak menentu di bawah beban pemotongan tetapi orientasi berfungsi dengan benar.
Kecepatan yang tidak menentu di bawah beban dengan orientasi yang benar menunjukkan masalah sinyal C. Sinyal Z (orientasi) berfungsi, tetapi umpan balik kecepatan terputus-putus atau berisik. Periksa kabel dan konektor encoder untuk kontak yang terputus-putus. Ukur amplitudo sinyal C pada input penguat — sinyal di bawah ambang batas minimum penguat menghasilkan umpan balik kecepatan yang tidak dapat diandalkan bahkan jika sinyal bersih pada konektor PCB.
T5: Rumah encoder terkontaminasi cairan pendingin. Bisakah papan dibersihkan dan digunakan kembali?
Kontaminasi permukaan ringan dapat diatasi dengan pembersih kontak yang aman untuk elektronik. Namun, cairan pendingin di dalam rumah encoder menunjukkan kegagalan segel yang akan berulang. Identifikasi dan perbaiki segel yang rusak sebelum memasang kembali encoder — cairan pendingin pada elemen sensor menurunkan kualitas sinyal bahkan tanpa merusak PCB secara fisik. Baik pembersihan maupun perbaikan segel diperlukan untuk operasi jangka panjang yang andal.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!