FANUC A20B-1005-0190 | PCB Kontrol Penggerak Spindel — Sistem Penguat Spindel AC
Nomor Suku Cadang: A20B-1005-0190
Produsen: FANUC Corporation (Jepang)
Tipe Produk: PCB Kontrol Penggerak Spindel
Seri Papan: A20B-1005
Fungsi Papan Ini
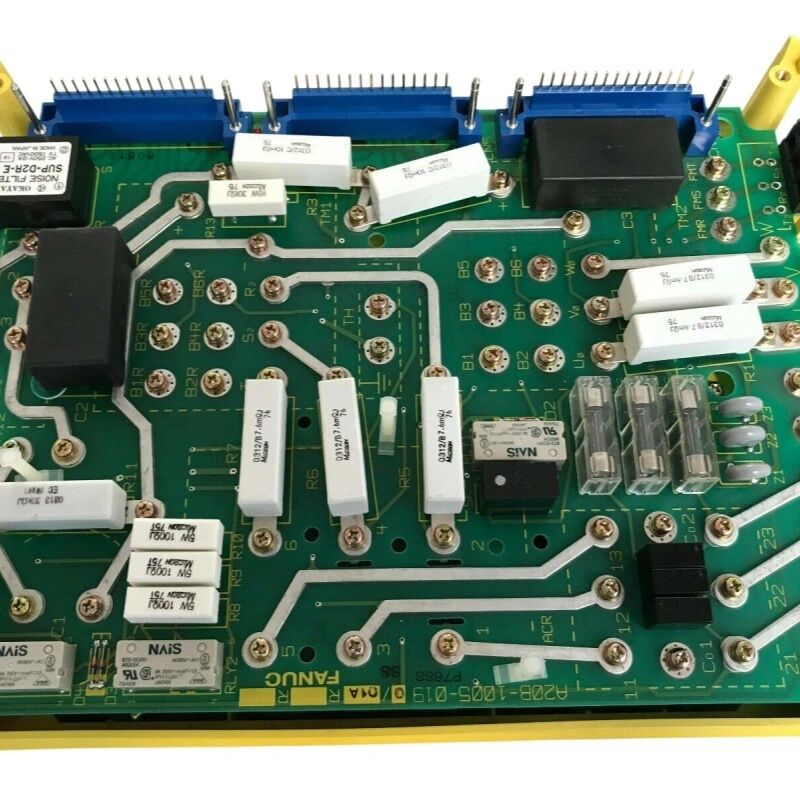
A20B-1005-0190 adalah papan kontrol di dalam penggerak spindel AC FANUC. Papan ini menangani logika yang berada di antara perintah spindel CNC dan keluaran motor aktual — membaca RPM target dari CNC, membandingkannya dengan umpan balik kecepatan aktual, menyesuaikan keluaran PWM, dan memantau sinyal arus, suhu, dan encoder secara real-time.
Ini adalah papan bagian kontrol, bukan papan tahap daya. Perbedaan itu penting untuk diagnostik. Tahap daya berisi transistor IGBT yang mengalihkan arus motor tinggi. Papan kontrol adalah elektronik yang memberi tahu transistor tersebut kapan harus beralih. Banyak kerusakan spindel yang terlihat seperti masalah tahap daya — alarm arus berlebih saat akselerasi, kecepatan tidak menentu — sebenarnya berasal dari elektronik kontrol. IC driver gerbang yang rusak pada papan kontrol mengirimkan pulsa waktu yang salah ke transistor daya, dan hasilnya terlihat seperti kerusakan transistor. Mengganti papan kontrol adalah langkah pertama yang tepat dalam kasus-kasus tersebut.
Seri A20B-1005 mencakup papan kontrol yang cocok dengan konfigurasi penggerak spindel AC FANUC tertentu, dengan antarmuka sinyal yang benar, logika perlindungan, dan protokol komunikasi untuk penggerak tersebut.
Setelah Penggantian
Saat memasang papan kontrol pengganti, verifikasi parameter penggerak. Papan kontrol menyimpan pengaturan spesifik motor — arus terukur, kalibrasi kecepatan, parameter aplikasi. Jika papan sebelumnya memiliki pengaturan khusus, pulihkan dari daftar parameter yang direkam sebelum mengembalikan spindel ke produksi. Melewatkan langkah ini adalah penyebab paling umum dari masalah pasca-penggantian.
Spesifikasi Utama
| Parameter |
Nilai |
| Nomor Suku Cadang |
A20B-1005-0190 |
| Seri |
A20B-1005 |
| Tipe |
PCB Kontrol Penggerak Spindel |
| Suhu Operasi |
0–55°C |
| Suhu Penyimpanan |
−20–60°C |
| Kelembaban |
Maks 75% RH (non-kondensasi) |
| Asal |
Jepang |
FAQ
Q1: Spindel menunjukkan alarm arus berlebih saat akselerasi. Transistor daya dites baik. Mungkinkah papan ini penyebabnya?
Ya. Driver gerbang yang rusak pada papan kontrol menyebabkan transistor keluaran beralih secara tidak benar, menghasilkan lonjakan arus yang memicu deteksi arus berlebih — bahkan ketika transistor itu sendiri tidak rusak. Ganti papan kontrol terlebih dahulu dan verifikasi parameter sebelum menguji di bawah beban.
Q2: Kecepatan spindel berburu selama pemotongan. Motor dan encoder tampak tidak rusak. Apa yang harus diperiksa?
Perburuan kecepatan dengan sistem mekanis yang utuh menunjukkan regulator kecepatan atau pemrosesan umpan balik pada papan kontrol. Pertama, konfirmasikan pulsa encoder yang bersih pada masukan papan. Kemudian tinjau parameter penguatan regulator kecepatan. Jika keduanya benar, sirkuit regulator papan mungkin memiliki komponen yang menurun.
Q3: Setelah penggantian papan, spindel berjalan tetapi orientasi tidak selesai. Mengapa?
Orientasi bergantung pada pulsa Z encoder dan parameter orientasi di penggerak. Konfirmasikan parameter tersebut ditransfer dari konfigurasi asli. Jika parameter benar, verifikasi sinyal Z mencapai terminal masukan yang benar pada papan pengganti.
Q4: Penggerak lulus uji mandiri tetapi gagal pada perintah kecepatan CNC pertama. Apa artinya ini?
Uji mandiri normal tetapi gagal pada perintah CNC pertama menunjukkan antarmuka komunikasi pada papan kontrol tidak dapat menafsirkan perintah serial dari CNC dengan benar. Konfirmasikan kabel antara CNC dan penggerak terlebih dahulu. Jika kabel baik, sirkuit komunikasi papan adalah kerusakannya.
Q5: Bagaimana papan ini harus disimpan sebagai suku cadang pencegahan?
Simpan dalam kemasan anti-statis pada suhu ruangan yang stabil, jauh dari kelembaban. Sebelum menyimpan, catat pengaturan parameter dari papan yang terpasang — suku cadang dengan parameter yang terdokumentasi mengurangi separuh waktu pemulihan ketika suku cadang tersebut akhirnya dibutuhkan.

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!